Matt Shomper, Director of Engineering, Tangible Solutions07.22.19
Surface roughness in metal additive manufacturing has always been viewed as a by-product of the process instead of a design feature—particularly in the biomedical space. As additive machines become increasingly more precise, advanced software tools are creating functional models with surface roughness intentionally designed into parts.
Nothing is better than seeing a digital model come to life as a tangible, functional part. As a medical device contract manufacturer, we can help others realize their designs in additive manufacturing (AM)—particularly with high-quality titanium orthopedic implants. As machines and tools become more advanced, the window is opening to allow for more increasingly complex designs and feature generation.
One such design feature that is often brought up is surface roughness. In the biomedical field, researchers have long been studying the effects that surface roughness of implants have on various key indicators—most notably osseointegration. Osseointegration is directly related to the stability that the implant is able to provide post-surgery and thus allows for better outcomes via faster fusion times and better bone ingrowth into the implant. An article, “Effect of surface topology on the osseointegration of implant materials in trabecular bone,” published in the Journal of Biomedical Materials Research in 1995, found “an excellent correlation (r2=.90) between the average roughness of the implant surface and pushout failure load.”
On the other end of the spectrum is the ability to manufacture additive parts with increasingly finer resolutions, which allows for improved surface finishes. For parts stressed repetitively like implants in the body, things like stress propagation and material defects become vital in the parts’ ability to withstand the loading required of them. In notch-sensitive (notch sensitivity is a material’s propensity for a crack to propagate) materials like titanium, it is doubly important to reduce process variability and ensure that the manufacture of the device is consistent 100% of the time.
One thing we hear all the time from customers who have engaged other additive vendors is that surface roughness is indicative of the process—in fact, because surface roughness has been so studied they tout it as a benefit of their process—rather than a simple lack of control. The industry has adopted a mantra of “additive is close enough but you really need to post-process further to achieve consistency” or “post-processing is more than 50% of the cost and additive is not a viable mass production method.” These types of statements are disingenuous to companies like ours, which are striving to raise the bar in additive orthopedic implant manufacturing.
The Importance of Process Consistency
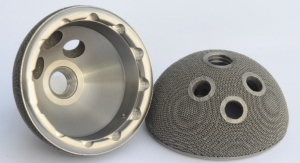
See the below image for a comparison of the same part built using different contract manufacturers. Note that all are ISO 13485 certified manufacturers producing implants for companies, yet the center part is clearly of higher quality than the other two. From this you can understand how some people come to the conclusion that the 3D printing process is inconsistent, and how potential customers may be asking themselves, “how can I achieve consistency across all of my parts in all cases built on any machine?”
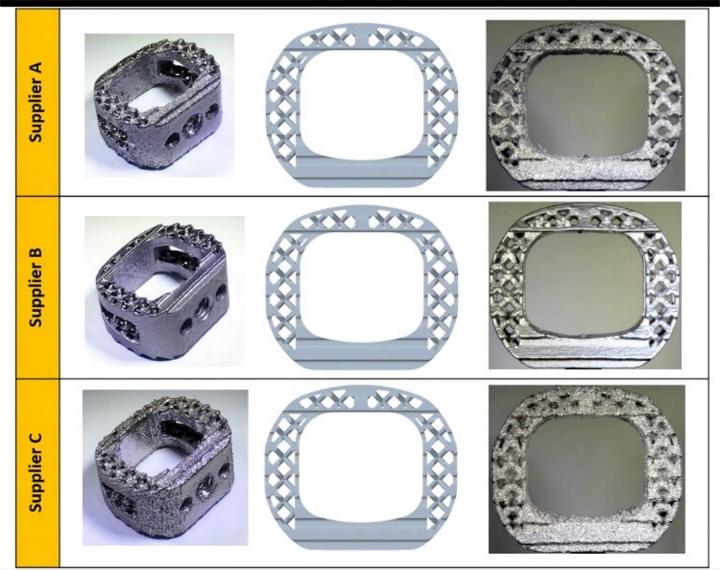
Image 2. Surface roughness comparison of the same design printed by various suppliers.
The answer is of course that, with the right provider, it is now possible to achieve consistency that gives customers the ability to mass-produce all of their components with confidence that there will be no variability from part to part.
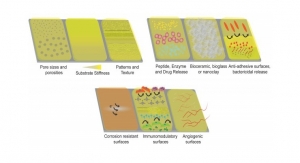
Another good comparison shown below illustrates the measured surface morphology of differing parts/processes. Note the consistency of the minimum resolution offered in the bottom row of surfaces.
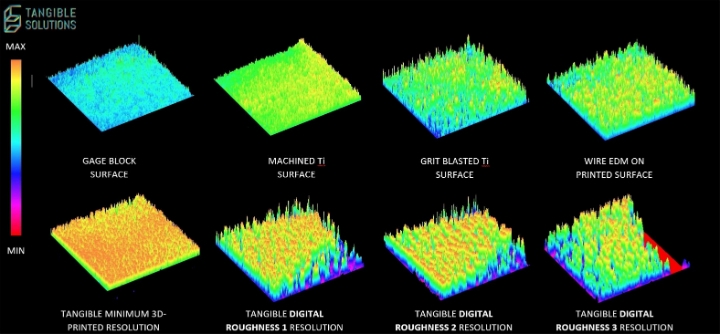
Image 3. The spectrum of surface resolutions offered by Tangible Solution’s 3D printing process.
Now that we’ve established the importance of smooth surfaces for stress reduction and surface roughness for osseointegration for additive orthopedic parts, let’s discuss the power of the software tools that enhance the processes.
The Digital Creation of Surface Roughness
Knowing that the additive process is capable of consistently resolving extraordinarily small features, we can rely on generative tools like nTopology Element and nTop Platform to create complex surface geometries that resolve exactly as they are supposed to so that what you see is what you get. This software is able to create surface beam elements stochastically (having a random probability distribution or pattern that may be analyzed statistically but may not be predicted precisely) by using existing surface geometry in a model. See below Image 4 for an example of a spinal cage with a single surface extracted from the Parasolid file. Utilizing these tools we can adjust beam height, beam direction distribution, cell spacing, and offsets. We can also tie the generation of the feature to a seed—which helps us control the exact generation of that feature in the source file—the importance of which we’ll discuss shortly.
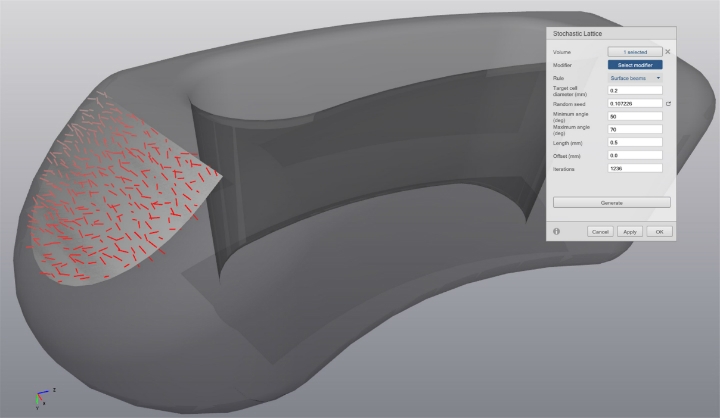
Image 4. Surface beam generation on an example spinal cage utilizing nTopology software.
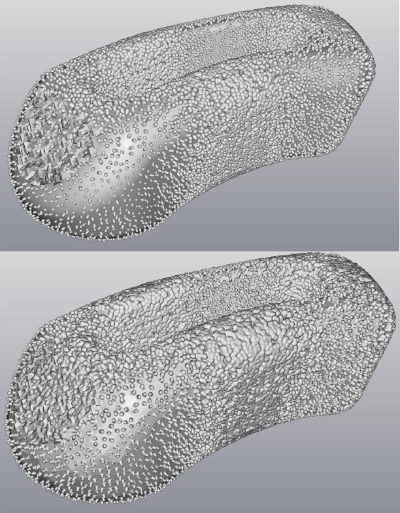
Image 5. Thickened Beams Pre- and Post-Boolean Merge.
The extraction of these features allows for precise feature generation in localized sections of an implant. Surfaces can be kept smooth for instrument or part engagement, or roughness can be varied accordingly through gradient tools. Surface beam elements can then be thickened and combined to a main body through Boolean tools or exported and merged in other programs prior to being placed on a machine. Image 5. shows the thickened surface beams.
Note the gradient from small elements at the nose of the implant to larger elements at the back. This can be merged with the earlier surface on the nose of the implant to create features that are more aggressive. As mentioned earlier, it’s possible to only select desired surfaces for performing these operations and exclude features that need to resolve smoothly. This allows for implant endplates to have the appropriate roughness while also allowing for internal lattice beams to resolve cleanly so that a specific strut/pore combination can be realized.
The next series of images show the extent to which the surface can be customized by varying spacing, element size, element thickness, and beam orientation. The Boolean tools in the software also allow for various levels of “smoothing” in order to reduce sharp corners and thus stress propagation.
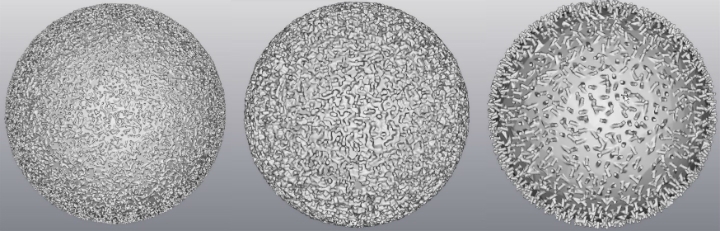
Image 6. Varying surface morphologies.
Additional powerful software tools allow surface roughness to be customizable quickly and efficiently. See below for a cervical implant lattice that has been smoothed with Boolean tools in order to reduce node stress during repetitive testing—with random noise then added to alter the micro surface morphology of the part to increase surface roughness.
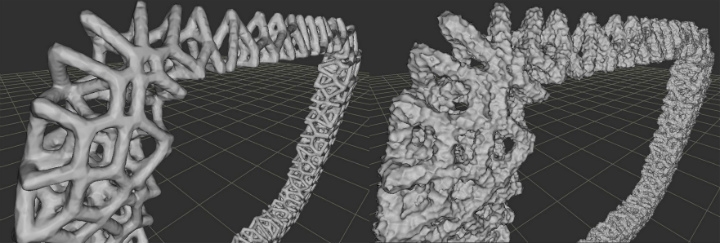
Image 7. Boolean and random noise tools used on a lattice.
After exporting surfaces and printing a part, we can enable the resolution of both ends of the spectrum—smooth surfaces comparable to machined titanium as well as extremely rough surfaces equivalent to an E-Beam process (touted for its rough surface finish)—and do so extremely consistently (as shown here in a recent Tangible Solutions’ internal study). The side-by-side images below show two of the same parts on different build plate locations—with element sizes of 200 micron surface beams resolving on a micro scale to create roughness—resolving exactly the same way.
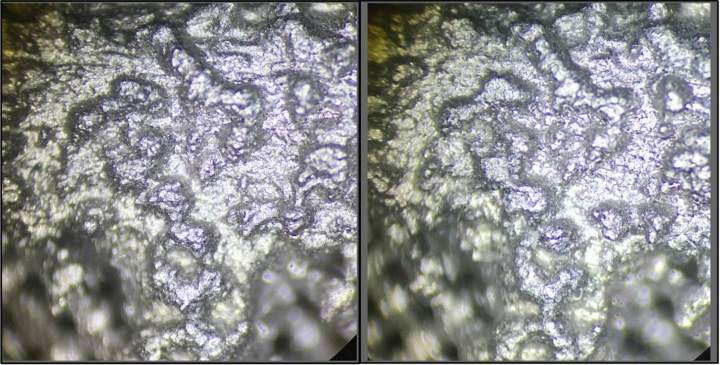
Image 8. Comparison of two parts showing consistency to resolve element features.
The Evolution of AM
We’ve now explored how additive manufacturing is evolving to allow for increased consistency of surface resolution enabled by advanced software tools. The creation and customization of highly-precise and repeatable surfaces is truly an essential feature that will help propel the use of additive manufacturing and improve the performance of medical devices.
To learn more about Tangible Solutions: tangiblesolutions3d.com
To learn more about nTopology solutions for the medical industry: medical industry webpage.
Nothing is better than seeing a digital model come to life as a tangible, functional part. As a medical device contract manufacturer, we can help others realize their designs in additive manufacturing (AM)—particularly with high-quality titanium orthopedic implants. As machines and tools become more advanced, the window is opening to allow for more increasingly complex designs and feature generation.
One such design feature that is often brought up is surface roughness. In the biomedical field, researchers have long been studying the effects that surface roughness of implants have on various key indicators—most notably osseointegration. Osseointegration is directly related to the stability that the implant is able to provide post-surgery and thus allows for better outcomes via faster fusion times and better bone ingrowth into the implant. An article, “Effect of surface topology on the osseointegration of implant materials in trabecular bone,” published in the Journal of Biomedical Materials Research in 1995, found “an excellent correlation (r2=.90) between the average roughness of the implant surface and pushout failure load.”
On the other end of the spectrum is the ability to manufacture additive parts with increasingly finer resolutions, which allows for improved surface finishes. For parts stressed repetitively like implants in the body, things like stress propagation and material defects become vital in the parts’ ability to withstand the loading required of them. In notch-sensitive (notch sensitivity is a material’s propensity for a crack to propagate) materials like titanium, it is doubly important to reduce process variability and ensure that the manufacture of the device is consistent 100% of the time.
One thing we hear all the time from customers who have engaged other additive vendors is that surface roughness is indicative of the process—in fact, because surface roughness has been so studied they tout it as a benefit of their process—rather than a simple lack of control. The industry has adopted a mantra of “additive is close enough but you really need to post-process further to achieve consistency” or “post-processing is more than 50% of the cost and additive is not a viable mass production method.” These types of statements are disingenuous to companies like ours, which are striving to raise the bar in additive orthopedic implant manufacturing.
The Importance of Process Consistency
See the below image for a comparison of the same part built using different contract manufacturers. Note that all are ISO 13485 certified manufacturers producing implants for companies, yet the center part is clearly of higher quality than the other two. From this you can understand how some people come to the conclusion that the 3D printing process is inconsistent, and how potential customers may be asking themselves, “how can I achieve consistency across all of my parts in all cases built on any machine?”
Image 2. Surface roughness comparison of the same design printed by various suppliers.
The answer is of course that, with the right provider, it is now possible to achieve consistency that gives customers the ability to mass-produce all of their components with confidence that there will be no variability from part to part.
Another good comparison shown below illustrates the measured surface morphology of differing parts/processes. Note the consistency of the minimum resolution offered in the bottom row of surfaces.
Image 3. The spectrum of surface resolutions offered by Tangible Solution’s 3D printing process.
Now that we’ve established the importance of smooth surfaces for stress reduction and surface roughness for osseointegration for additive orthopedic parts, let’s discuss the power of the software tools that enhance the processes.
The Digital Creation of Surface Roughness
Knowing that the additive process is capable of consistently resolving extraordinarily small features, we can rely on generative tools like nTopology Element and nTop Platform to create complex surface geometries that resolve exactly as they are supposed to so that what you see is what you get. This software is able to create surface beam elements stochastically (having a random probability distribution or pattern that may be analyzed statistically but may not be predicted precisely) by using existing surface geometry in a model. See below Image 4 for an example of a spinal cage with a single surface extracted from the Parasolid file. Utilizing these tools we can adjust beam height, beam direction distribution, cell spacing, and offsets. We can also tie the generation of the feature to a seed—which helps us control the exact generation of that feature in the source file—the importance of which we’ll discuss shortly.
Image 4. Surface beam generation on an example spinal cage utilizing nTopology software.
Image 5. Thickened Beams Pre- and Post-Boolean Merge.
Note the gradient from small elements at the nose of the implant to larger elements at the back. This can be merged with the earlier surface on the nose of the implant to create features that are more aggressive. As mentioned earlier, it’s possible to only select desired surfaces for performing these operations and exclude features that need to resolve smoothly. This allows for implant endplates to have the appropriate roughness while also allowing for internal lattice beams to resolve cleanly so that a specific strut/pore combination can be realized.
The next series of images show the extent to which the surface can be customized by varying spacing, element size, element thickness, and beam orientation. The Boolean tools in the software also allow for various levels of “smoothing” in order to reduce sharp corners and thus stress propagation.
Image 6. Varying surface morphologies.
Additional powerful software tools allow surface roughness to be customizable quickly and efficiently. See below for a cervical implant lattice that has been smoothed with Boolean tools in order to reduce node stress during repetitive testing—with random noise then added to alter the micro surface morphology of the part to increase surface roughness.
Image 7. Boolean and random noise tools used on a lattice.
After exporting surfaces and printing a part, we can enable the resolution of both ends of the spectrum—smooth surfaces comparable to machined titanium as well as extremely rough surfaces equivalent to an E-Beam process (touted for its rough surface finish)—and do so extremely consistently (as shown here in a recent Tangible Solutions’ internal study). The side-by-side images below show two of the same parts on different build plate locations—with element sizes of 200 micron surface beams resolving on a micro scale to create roughness—resolving exactly the same way.
Image 8. Comparison of two parts showing consistency to resolve element features.
The Evolution of AM
We’ve now explored how additive manufacturing is evolving to allow for increased consistency of surface resolution enabled by advanced software tools. The creation and customization of highly-precise and repeatable surfaces is truly an essential feature that will help propel the use of additive manufacturing and improve the performance of medical devices.
To learn more about Tangible Solutions: tangiblesolutions3d.com
To learn more about nTopology solutions for the medical industry: medical industry webpage.