Mark Crawford, Contributing Writer03.29.19
Laser machining, micromachining, and processing are becoming go-to manufacturing technologies for medical device manufacturers (MDMs) as they continue to design smaller and more advanced products. This is especially true for challenging new designs with complex geometries, fine features, and tight tolerances that are difficult or impossible to make using traditional machining equipment. Laser manufacturing provides high-precision, highly repeatable processes that quickly cut, weld, or mark parts or products; features can be as small as 50 microns with single-micron accuracy. The many advantages of laser processing often outweigh its higher operating costs and maintenance when compared to standard machining methods. Laser machining can also be combined with standard computer numerical control (CNC) machining equipment into a single platform that saves production time and improves efficiency. Burr-free laser processing also minimizes or eliminates the need for secondary operations—another way MDMs can save time and money and get their products to market more quickly.
Advanced orthopedic designs from MDMs routinely challenge their contract manufacturers, who are constantly looking for innovative ways to use existing and new laser technology to make these products, often pushing the boundaries of material processing. As they become more familiar with the capabilities of femtosecond laser technology, for example, more orthopedic OEMs are designing smaller, high-precision parts across a wide range of materials, including plastics, metals, and rubbers, knowing they can be accurately built with laser machining and laser micromachining, often for higher-volume production.
“The industry continues to demand micromachining and nanomachining capabilities to keep up with miniaturized product designs that enable more intricate and delicate medical procedures,” said Clive James, vice president of global business development for orthopedic and advanced energies for Wytech Industries, a Rahway, N.J.-based metals component manufacturer for the medical device industry.
For example, designs that were once impossible to make “can now be achieved with conventional cutting tools and laser machining,” said Dan Walker, director of business development for Tsugami/Rem Sales, a Windsor, Conn.-based provider of Tsugami machine tools. “We have collaborated with customers to completely redesign components to utilize kerf width as small as 0.002-0.0008 inches and sharp internal corners.”
Another key use for laser technology is marking parts or products for validation and traceability needs, as well as unique device identification (UDI) requirements. Marking becomes more challenging for smaller, more complex products made with advanced materials, whose UDIs must be able to withstand harsh end-use processes, such as sterilization or post-passivation and other cleaning processes. Barcoding is also on the rise, especially 2D codes, as more companies seek to fit more information in a very small footprint. “Many orthopedic OEMs are also marking lot and batch codes, so that they can track and trace back to the origin, should there be any future issues with the device,” said Allie Constantino, marketing manager for DPSS Lasers, a Santa Clara, Calif-based manufacturer of ultraviolet laser marking systems.
New Technology Trends
A major advantage laser machining has over traditional flatbed die-cutting of parts is that the laser is a non-contact “tool-less” procedure—tool wear and replacement are not a concern, thereby saving time and money. Lasers can also process extremely fine features, in sometimes sensitive materials, that would be otherwise cost-prohibitive using traditional tooling in a die press.
Ultra-fast lasers—femtosecond and picosecond—are coming down in price, making them more affordable for MDMs and their contract manufacturers (CMs). Femtosecond lasers can be in the infrared (IR), green, and ultraviolet (UV) wavelengths. Femtosecond lasers (regardless of wavelength) can process a range of materials, including metals/alloys, ceramics, polymers, multilayered materials, semiconductors, composites, and rubber without creating heat damage around the cut. This also means reduced contamination and burring in the cut material.
“In the world of ultrafast lasers, the skills required to develop the process are quite diverse and currently not very common,” said Mark Daun, director of business development for Preco, a Somerset, Wis.-based provider of laser-based process development, capital equipment, and contract manufacturing services. “These include a knowledge of physics, laser applications, manufacturing, materials science, and metrology, all of which are often required to get the most functionality out of these new and exciting laser tools. It is also critical to be aware that when features are in the single-digit micron tolerance range, specialized inspection tools, and the skills to operate them, are typically required.”
Femtosecond lasers are being used across a wider range of applications in the orthopedic market. Femtosecond laser micromilling can remove material in nearly any shape or pattern. Features as small as a few microns in diameter are achievable and sub-micron kerfs are possible for very thin materials. Femtosecond laser machining is especially useful for the production of precision components with complex patterns. These laser systems are good choices for prototyping, low-volume production of intricate parts, and high-volume manufacturing of less-complex parts.
“Femtosecond lasers allow companies to produce small features such as holes and slots, with single-digit micron resolution, in medical devices such as surgical tools, aids, and implantable devices, with clean, burr-free edges and features and virtually no heat-induced distortion,” said Daun.
Technology is also advancing in the peripheral laser market. Examples include the development of 5- to 8-axis galvanometer scanhead systems that allow for straight-wall or even reverse taper holes and other complex geometries. “High-power, small spot size, fiber lasers, coupled with high-speed galvo scanheads, can cut thin metals for various applications at speeds that match or exceed traditional hard-tool production rates,” added Daun.
An increasing number of orthopedic device companies utilize femtosecond lasers to texture surfaces of orthopedic implants, such as hip joints and dental implants, to aid osseointegration. The traditional method of grit blasting is less accurate than laser processing and can require extensive cleaning; chemical etching of surfaces tends to utilize dangerous or toxic chemicals and by-products. In contrast, femtosecond and picosecond lasers produce predictable, repeatable textures on implant surfaces, with improved location accuracy. Ultrafast lasers can also be used to create microgrooves and other types of microtexturing in molds for injection-molded parts.
“The use of laser texturing allows a surface to be structured with a precise, repeatable pattern and enables both product designers and manufacturers to design in and meet more exacting specifications for roughness,” stated Erik Poulsen, medical market segment manager for GF Machining, a Geneva, Switzerland-based provider of milling, electrical discharge machining (EDM), and laser texturing solutions in the September 2018 issue of Orthopedic Design and Technology. “The ability of a laser texturing solution to correctly adapt textures to curved surfaces is a key for overall product quality. Improved part quality, increased product differentiation, the ability to customize patterns, a reduced risk of contamination, and reduced production costs and time are all benefits that manufacturers can derive from laser texturing.”
Hybrid Machine Systems
“Hybrid” machines combine a laser cutting system with a conventional multi-axis CNC Swiss machine to create a single platform where the operator can easily switch from one technology to the other as needed—a vast improvement over the standard approach of cutting first on a traditional lathe and then moving to a laser-cutting machine.
Hybrid machines reflect the ongoing desire to improve efficiency by “doing more with less,” said Walker. “More operations are being condensed into fewer steps with less handling. For example, machining on a Swiss lathe, then transferring to a laser cutter or wire EDM machine, creates extra steps and the opportunity of variation—which can be eliminated with a LaserSwiss hybrid machine.”
Hybrid machine tools allow parts to be completed at a single station, which speeds up production and reduces the number of steps required to make a part or product. The most common platforms are five- to six-axis systems that support multiple laser types. Hybrid systems are ideal for micro hole-drilling and fine cutting with no heat-affected zones, producing precision parts in seconds. With positional accuracy in the ±1 µm range and ±0.5 µm repeatability, hybrid machines reduced cycle times and tooling costs.
Tsugami/Rem Sales has added oscillation cutting to a number of its machines, including LaserSwiss hybrid machines. Oscillation cutting is a technological breakthrough that oscillates a servo axis to help break chips in tough-to-cut materials and reduce heat in the cut, without diminishing tool life. “This function oscillates a specific axis,” said Walker. “Cutting is performed by synchronizing the oscillation of the specified axis with the rotation of the main spindle. Interruption in the cut breaks material into small manageable chips. This function can be used for turning, drilling, boring, grooving, or cutoff operations.”
Another trend is the push toward merging multi-axis CNC machining with additive manufacturing methods, a process known as “hybrid manufacturing.” This approach combines additive processes—such as direct metal laser sintering (DMLS)—with subtractive processes, such as milling, in a single machine system. The system creates its own near net part shape using the on-board AM method, which is then precision-machined into dimensional tolerance with the CNC portion of the machine.
Michael Sealy, an assistant professor of engineering at the University of Nebraska-Lincoln, utilizes hybrid manufacturing to produce biodegradable medical implants. “Our research is focused on advancing the performance and functionality of dissolvable devices,” said Sealy.1-3
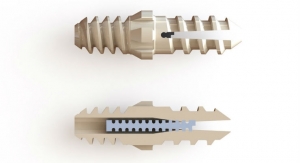
Sealy uses Optomec’s Laser Engineered Net Shaping (LENS) 3D Metal Hybrid Machine Tool to build magnesium-based screws, pins, and other implants that slowly dissolve in the body at predetermined rates, which eliminates the need for follow-up surgeries to remove these parts. Optomec, an Albuquerque, N.M.-based manufacturer of additive manufacturing systems, designed LENS to enable additive and subtractive processing of aluminum, titanium, and other reactive metals by combining directed energy deposition AM technology with a high-quality CNC platform. The system provides an atmosphere-controlled environment for the additive manufacturing of reactive metals, such as magnesium.1-3
“Using LENS, we can apply a hybrid additive manufacturing process to control the disintegration rate of medical fasteners and plates, so they stay intact long enough to serve their purpose and then degrade away once the bone is healed,” said Sealy. “For example, we can make the degradation rate be very fast for someone who’s younger and still growing, or much slower for someone who’s older and doesn’t regenerate bone tissue very quickly. Hybrid manufacturing enables us to adjust how quickly an implant will degrade.”1-3
Another challenge for laser machining is the tooling itself. Developing the laser process is only part of the manufacturing challenge—holding the raw material so that repeatable, efficient production can result is equally important. “Small, complex parts are difficult to accurately and repeatedly position, especially when trying to process multiple parts in a single cycle to maximize throughput,” said Adam Hebert, engineering manager for Orchid Bridgeport, a Bridgeport, Mich.-based provider of laser cutting, laser welding, and laser etching. “Laser etch is an area that often struggles with these issues because more labeling information is being required to fit on the product. Fixtures need to be designed to securely hold product without obstructing where the laser marking is required on the part.”
Although some simple tooling can be made in-house, CMs often partner with their customers and/or third-party tooling design houses for complex fixturing applications. “In my opinion, tooling design is definitely an artform,” said Daun. “Some people come up with brute-force solutions that get the job done; others develop wonderfully elegant, simple tooling designs that are more robust and offer better productivity and process capability.”
Marking Systems
The FDA has established Unique Device Identifier (UDI) requirements and guidelines for medical devices and packaging. UDI markings are required for a wide range of products and each company must determine its own UDI implementation strategy for its products. Laser marking is an effective way to attach the required information quickly and accurately compared to other marking methods. Laser marking also allows the application of both human-readable and barcode information to flat or curved part geometries.
UV laser marking systems are available as nanosecond, picosecond, and femtosecond lasers. Readability and scanability of laser marking can vary significantly according to the size of the component, surface roughness, material type, and even the color of the anodizing. IR or CO2 lasers are “hot” lasers that essentially burn the surface of the product to leave a mark—this, however, can damage the surface of sensitive materials. In contrast, UV lasers utilize a “cool” photochemical or photoablation marking process that does not require high average power levels and allows damage-free marking on many materials in a hands-free, batch process. With a spot size as small as six microns, UV lasers are a good choice for marking alpha numeric text, Datamatrix barcodes, and sequential numbering of parts.
Moving Forward
An increasing number of lasers are available on the market, including low-cost UV lasers with high peak powers and repetition rates that are ideal for marking and engraving a variety of materials. Ultrafast laser applications are gaining more attention—not only because they provide better cutting and faster throughput, but they also process parts at low temperatures without creating heat affected zones. Ultrafast lasers also allow engineers to work with more heat-sensitive materials, expanding their design options.
Femtosecond lasers in particular are becoming more popular in the manufacture of orthopedic products. “With prices on this equipment coming down rapidly, femtosecond lasers are moving out from R&D groups and into production line systems,” said Constantino.
Companies continue to refine their equipment. Changes that improve operational efficiencies are always in high demand. For example, Tsugami/Rem Sales has developed a system that allows the operator to switch between different assist gasses on the fly, which significantly increases the ability to control the cut, depending on the metal and wall thickness.
“Oxygen is the most common assist gas that we use and is great for stainless steel,” said Walker. “We also use nitrogen for stainless steel because it leaves no oxidized edge. For aluminum, nitrogen works best and provides the cleanest cuts. Oxygen will leave an oxidized layer to aluminum and is generally not acceptable. For titanium, it’s either nitrogen or argon. Selecting the optimal laser-cutting assist gas and using it at the appropriate pressure and flow rate will deliver a clean, burr-free cut. The choice is dependent upon the type and thickness of materials, as well as the required quality and speed of processing.”
A constant challenge in laser processing—both now and in the future—“is defining the line between what is feasible and what is not feasible,” said Chandler Newcomb, sales and marketing representative for Laser Dynamics, a Hutchinson, Minn.-based contract laser materials processing company specializing in laser marking, laser micromachining, and laser microwelding. “As parts become smaller and require tighter tolerances, it is often difficult to determine their feasibility without running tests first. Clients often don’t realize when their projects are pushing the limits of laser technology; running tests and creating test parts are essential for determining what works and what doesn’t with these challenging products, and at what cost.”
Improved laser technologies continue to advance. For example, in September 2018, the National Institute of Standards and Technology (NIST) announced it had built a laser that pulses 100 times more often than conventional ultrafast lasers. Ultrafast refers to events lasting picoseconds (trillionths of a second) to femtoseconds (quadrillionths of a second). “In any ultrafast laser, each pulse lasts for, say, 20 femtoseconds,” stated researcher David Carlson. “In mode-locked lasers, the pulses come out every 10 nanoseconds. In our electro-optic laser, the pulses come out every 100 picoseconds. So that’s the speed-up here—ultrafast pulses that arrive 100 times faster or more.” Such speeds could enable new medical applications such as imaging biological materials in real time.4
“Laser capabilities will continue to change very rapidly,” said James. “For what we think is impossible today, we must only blink, and the technology catches up to close that missing manufacturing gap—and that cycle will continue on.”
References
Mark Crawford is a full-time freelance business and marketing/communications writer based in Madison, Wis. His clients range from startups to global manufacturing leaders. He also writes a variety of feature articles for regional and national publications and is the author of five books.
Advanced orthopedic designs from MDMs routinely challenge their contract manufacturers, who are constantly looking for innovative ways to use existing and new laser technology to make these products, often pushing the boundaries of material processing. As they become more familiar with the capabilities of femtosecond laser technology, for example, more orthopedic OEMs are designing smaller, high-precision parts across a wide range of materials, including plastics, metals, and rubbers, knowing they can be accurately built with laser machining and laser micromachining, often for higher-volume production.
“The industry continues to demand micromachining and nanomachining capabilities to keep up with miniaturized product designs that enable more intricate and delicate medical procedures,” said Clive James, vice president of global business development for orthopedic and advanced energies for Wytech Industries, a Rahway, N.J.-based metals component manufacturer for the medical device industry.
For example, designs that were once impossible to make “can now be achieved with conventional cutting tools and laser machining,” said Dan Walker, director of business development for Tsugami/Rem Sales, a Windsor, Conn.-based provider of Tsugami machine tools. “We have collaborated with customers to completely redesign components to utilize kerf width as small as 0.002-0.0008 inches and sharp internal corners.”
Another key use for laser technology is marking parts or products for validation and traceability needs, as well as unique device identification (UDI) requirements. Marking becomes more challenging for smaller, more complex products made with advanced materials, whose UDIs must be able to withstand harsh end-use processes, such as sterilization or post-passivation and other cleaning processes. Barcoding is also on the rise, especially 2D codes, as more companies seek to fit more information in a very small footprint. “Many orthopedic OEMs are also marking lot and batch codes, so that they can track and trace back to the origin, should there be any future issues with the device,” said Allie Constantino, marketing manager for DPSS Lasers, a Santa Clara, Calif-based manufacturer of ultraviolet laser marking systems.
New Technology Trends
A major advantage laser machining has over traditional flatbed die-cutting of parts is that the laser is a non-contact “tool-less” procedure—tool wear and replacement are not a concern, thereby saving time and money. Lasers can also process extremely fine features, in sometimes sensitive materials, that would be otherwise cost-prohibitive using traditional tooling in a die press.
Ultra-fast lasers—femtosecond and picosecond—are coming down in price, making them more affordable for MDMs and their contract manufacturers (CMs). Femtosecond lasers can be in the infrared (IR), green, and ultraviolet (UV) wavelengths. Femtosecond lasers (regardless of wavelength) can process a range of materials, including metals/alloys, ceramics, polymers, multilayered materials, semiconductors, composites, and rubber without creating heat damage around the cut. This also means reduced contamination and burring in the cut material.
“In the world of ultrafast lasers, the skills required to develop the process are quite diverse and currently not very common,” said Mark Daun, director of business development for Preco, a Somerset, Wis.-based provider of laser-based process development, capital equipment, and contract manufacturing services. “These include a knowledge of physics, laser applications, manufacturing, materials science, and metrology, all of which are often required to get the most functionality out of these new and exciting laser tools. It is also critical to be aware that when features are in the single-digit micron tolerance range, specialized inspection tools, and the skills to operate them, are typically required.”
Femtosecond lasers are being used across a wider range of applications in the orthopedic market. Femtosecond laser micromilling can remove material in nearly any shape or pattern. Features as small as a few microns in diameter are achievable and sub-micron kerfs are possible for very thin materials. Femtosecond laser machining is especially useful for the production of precision components with complex patterns. These laser systems are good choices for prototyping, low-volume production of intricate parts, and high-volume manufacturing of less-complex parts.
“Femtosecond lasers allow companies to produce small features such as holes and slots, with single-digit micron resolution, in medical devices such as surgical tools, aids, and implantable devices, with clean, burr-free edges and features and virtually no heat-induced distortion,” said Daun.
Technology is also advancing in the peripheral laser market. Examples include the development of 5- to 8-axis galvanometer scanhead systems that allow for straight-wall or even reverse taper holes and other complex geometries. “High-power, small spot size, fiber lasers, coupled with high-speed galvo scanheads, can cut thin metals for various applications at speeds that match or exceed traditional hard-tool production rates,” added Daun.
An increasing number of orthopedic device companies utilize femtosecond lasers to texture surfaces of orthopedic implants, such as hip joints and dental implants, to aid osseointegration. The traditional method of grit blasting is less accurate than laser processing and can require extensive cleaning; chemical etching of surfaces tends to utilize dangerous or toxic chemicals and by-products. In contrast, femtosecond and picosecond lasers produce predictable, repeatable textures on implant surfaces, with improved location accuracy. Ultrafast lasers can also be used to create microgrooves and other types of microtexturing in molds for injection-molded parts.
“The use of laser texturing allows a surface to be structured with a precise, repeatable pattern and enables both product designers and manufacturers to design in and meet more exacting specifications for roughness,” stated Erik Poulsen, medical market segment manager for GF Machining, a Geneva, Switzerland-based provider of milling, electrical discharge machining (EDM), and laser texturing solutions in the September 2018 issue of Orthopedic Design and Technology. “The ability of a laser texturing solution to correctly adapt textures to curved surfaces is a key for overall product quality. Improved part quality, increased product differentiation, the ability to customize patterns, a reduced risk of contamination, and reduced production costs and time are all benefits that manufacturers can derive from laser texturing.”
Hybrid Machine Systems
“Hybrid” machines combine a laser cutting system with a conventional multi-axis CNC Swiss machine to create a single platform where the operator can easily switch from one technology to the other as needed—a vast improvement over the standard approach of cutting first on a traditional lathe and then moving to a laser-cutting machine.
Hybrid machines reflect the ongoing desire to improve efficiency by “doing more with less,” said Walker. “More operations are being condensed into fewer steps with less handling. For example, machining on a Swiss lathe, then transferring to a laser cutter or wire EDM machine, creates extra steps and the opportunity of variation—which can be eliminated with a LaserSwiss hybrid machine.”
Hybrid machine tools allow parts to be completed at a single station, which speeds up production and reduces the number of steps required to make a part or product. The most common platforms are five- to six-axis systems that support multiple laser types. Hybrid systems are ideal for micro hole-drilling and fine cutting with no heat-affected zones, producing precision parts in seconds. With positional accuracy in the ±1 µm range and ±0.5 µm repeatability, hybrid machines reduced cycle times and tooling costs.
Tsugami/Rem Sales has added oscillation cutting to a number of its machines, including LaserSwiss hybrid machines. Oscillation cutting is a technological breakthrough that oscillates a servo axis to help break chips in tough-to-cut materials and reduce heat in the cut, without diminishing tool life. “This function oscillates a specific axis,” said Walker. “Cutting is performed by synchronizing the oscillation of the specified axis with the rotation of the main spindle. Interruption in the cut breaks material into small manageable chips. This function can be used for turning, drilling, boring, grooving, or cutoff operations.”
Another trend is the push toward merging multi-axis CNC machining with additive manufacturing methods, a process known as “hybrid manufacturing.” This approach combines additive processes—such as direct metal laser sintering (DMLS)—with subtractive processes, such as milling, in a single machine system. The system creates its own near net part shape using the on-board AM method, which is then precision-machined into dimensional tolerance with the CNC portion of the machine.
Michael Sealy, an assistant professor of engineering at the University of Nebraska-Lincoln, utilizes hybrid manufacturing to produce biodegradable medical implants. “Our research is focused on advancing the performance and functionality of dissolvable devices,” said Sealy.1-3
Sealy uses Optomec’s Laser Engineered Net Shaping (LENS) 3D Metal Hybrid Machine Tool to build magnesium-based screws, pins, and other implants that slowly dissolve in the body at predetermined rates, which eliminates the need for follow-up surgeries to remove these parts. Optomec, an Albuquerque, N.M.-based manufacturer of additive manufacturing systems, designed LENS to enable additive and subtractive processing of aluminum, titanium, and other reactive metals by combining directed energy deposition AM technology with a high-quality CNC platform. The system provides an atmosphere-controlled environment for the additive manufacturing of reactive metals, such as magnesium.1-3
“Using LENS, we can apply a hybrid additive manufacturing process to control the disintegration rate of medical fasteners and plates, so they stay intact long enough to serve their purpose and then degrade away once the bone is healed,” said Sealy. “For example, we can make the degradation rate be very fast for someone who’s younger and still growing, or much slower for someone who’s older and doesn’t regenerate bone tissue very quickly. Hybrid manufacturing enables us to adjust how quickly an implant will degrade.”1-3
Another challenge for laser machining is the tooling itself. Developing the laser process is only part of the manufacturing challenge—holding the raw material so that repeatable, efficient production can result is equally important. “Small, complex parts are difficult to accurately and repeatedly position, especially when trying to process multiple parts in a single cycle to maximize throughput,” said Adam Hebert, engineering manager for Orchid Bridgeport, a Bridgeport, Mich.-based provider of laser cutting, laser welding, and laser etching. “Laser etch is an area that often struggles with these issues because more labeling information is being required to fit on the product. Fixtures need to be designed to securely hold product without obstructing where the laser marking is required on the part.”
Although some simple tooling can be made in-house, CMs often partner with their customers and/or third-party tooling design houses for complex fixturing applications. “In my opinion, tooling design is definitely an artform,” said Daun. “Some people come up with brute-force solutions that get the job done; others develop wonderfully elegant, simple tooling designs that are more robust and offer better productivity and process capability.”
Marking Systems
The FDA has established Unique Device Identifier (UDI) requirements and guidelines for medical devices and packaging. UDI markings are required for a wide range of products and each company must determine its own UDI implementation strategy for its products. Laser marking is an effective way to attach the required information quickly and accurately compared to other marking methods. Laser marking also allows the application of both human-readable and barcode information to flat or curved part geometries.
UV laser marking systems are available as nanosecond, picosecond, and femtosecond lasers. Readability and scanability of laser marking can vary significantly according to the size of the component, surface roughness, material type, and even the color of the anodizing. IR or CO2 lasers are “hot” lasers that essentially burn the surface of the product to leave a mark—this, however, can damage the surface of sensitive materials. In contrast, UV lasers utilize a “cool” photochemical or photoablation marking process that does not require high average power levels and allows damage-free marking on many materials in a hands-free, batch process. With a spot size as small as six microns, UV lasers are a good choice for marking alpha numeric text, Datamatrix barcodes, and sequential numbering of parts.
Moving Forward
An increasing number of lasers are available on the market, including low-cost UV lasers with high peak powers and repetition rates that are ideal for marking and engraving a variety of materials. Ultrafast laser applications are gaining more attention—not only because they provide better cutting and faster throughput, but they also process parts at low temperatures without creating heat affected zones. Ultrafast lasers also allow engineers to work with more heat-sensitive materials, expanding their design options.
Femtosecond lasers in particular are becoming more popular in the manufacture of orthopedic products. “With prices on this equipment coming down rapidly, femtosecond lasers are moving out from R&D groups and into production line systems,” said Constantino.
Companies continue to refine their equipment. Changes that improve operational efficiencies are always in high demand. For example, Tsugami/Rem Sales has developed a system that allows the operator to switch between different assist gasses on the fly, which significantly increases the ability to control the cut, depending on the metal and wall thickness.
“Oxygen is the most common assist gas that we use and is great for stainless steel,” said Walker. “We also use nitrogen for stainless steel because it leaves no oxidized edge. For aluminum, nitrogen works best and provides the cleanest cuts. Oxygen will leave an oxidized layer to aluminum and is generally not acceptable. For titanium, it’s either nitrogen or argon. Selecting the optimal laser-cutting assist gas and using it at the appropriate pressure and flow rate will deliver a clean, burr-free cut. The choice is dependent upon the type and thickness of materials, as well as the required quality and speed of processing.”
A constant challenge in laser processing—both now and in the future—“is defining the line between what is feasible and what is not feasible,” said Chandler Newcomb, sales and marketing representative for Laser Dynamics, a Hutchinson, Minn.-based contract laser materials processing company specializing in laser marking, laser micromachining, and laser microwelding. “As parts become smaller and require tighter tolerances, it is often difficult to determine their feasibility without running tests first. Clients often don’t realize when their projects are pushing the limits of laser technology; running tests and creating test parts are essential for determining what works and what doesn’t with these challenging products, and at what cost.”
Improved laser technologies continue to advance. For example, in September 2018, the National Institute of Standards and Technology (NIST) announced it had built a laser that pulses 100 times more often than conventional ultrafast lasers. Ultrafast refers to events lasting picoseconds (trillionths of a second) to femtoseconds (quadrillionths of a second). “In any ultrafast laser, each pulse lasts for, say, 20 femtoseconds,” stated researcher David Carlson. “In mode-locked lasers, the pulses come out every 10 nanoseconds. In our electro-optic laser, the pulses come out every 100 picoseconds. So that’s the speed-up here—ultrafast pulses that arrive 100 times faster or more.” Such speeds could enable new medical applications such as imaging biological materials in real time.4
“Laser capabilities will continue to change very rapidly,” said James. “For what we think is impossible today, we must only blink, and the technology catches up to close that missing manufacturing gap—and that cycle will continue on.”
References
Mark Crawford is a full-time freelance business and marketing/communications writer based in Madison, Wis. His clients range from startups to global manufacturing leaders. He also writes a variety of feature articles for regional and national publications and is the author of five books.