Mark Crawford, Contributing Writer08.15.17
Additive manufactured orthopedic implants have been on the market for more than a decade, and today, there are hundreds of these and other devices available. Additive manufacturing (AM) technologies (also known more generally as 3D printing) are being adopted by both small and large companies, driven in part by these systems becoming more affordable. AM also makes it easier for smaller companies and startups to compete with global players. Even with these positive attributes, most orthopedic products are still being made with traditional manufacturing techniques, not AM.
Some orthopedic markets are hotter than others for AM—for example, spine OEMs are rapidly adopting 3D printing technology to introduce innovative new products. 3D printing is used to manufacture surgical guides and implants for hip, shoulder, ankle, hand, and wrist repairs. 3D-printed metal hip cups from companies like Stryker Corp. are growing in popularity. AM is also used for making molded craniofacial implants.
Additive manufacturing technologies for implant production allow engineers to design more complex, increasingly functional features, which result in improved clinical outcomes for patients. 3D printing can create extremely accurate prototypes with challenging geometries and, in some cases, durable, end-use parts. Although AM is mostly used for prototyping, there is intense interest in leveraging the technology to make more production parts. In addition to producing higher quality, more functional parts, AM also saves time and reduces lifecycle costs—another big selling point to OEMs.
3D printing is an umbrella term for several different types of AM processes. The most popular are material jetting, vat photopolymerization (stereolithography), powder bed fusion (selective laser sintering and direct metal laser sintering), and material extrusion manufacturing (mostly for surgical aides and anatomical models). Binder jetting, sheet lamination, and directed energy deposition are processes that currently do not have an abundance of medical applications.
As equipment and material capabilities advance, AM/3D printing continues to march closer toward the day it will routinely be used to make end-use parts and products at high production rates—a “Holy Grail” of sorts for orthopedic OEMs.
“The biggest challenge for converting 3D printing into production is machine speed,” said Andrew Reeves, business development manager for Vaupell Rapid Solutions, a Hudson, N.H.-based provider of prototyping services for medical devices. “At this time, the machines are just not fast enough to bring the cost down to the point of being competitive with traditional manufacturing methods. 3D printing really fits best today for small volume runs and one-off design changes for production and prototyping.”
Other key factors that impact the overall economics of 3D printing (and therefore, commercial production of end-use parts) are part size, new materials, and software improvements, all of which are a keen R&D focus among AM equipment manufacturers.
“The industry is seeing an influx of innovation and investment by large organizations such as GE and HP, as well as numerous startups across machines, materials, and software,” said Greg Thompson, global product manager, 3D printing for Proto Labs, a Maple Plain, Minn.-based digital manufacturer of custom prototypes and low-volume production parts. “There is also considerable attention in the industry on reducing the labor required to support 3D printing, largely through software for setup and automation of the post-print processing required.”
What OEMs Want
OEMs are eager to introduce innovative new products to market as quickly as possible—and they see AM as an intriguing way to accomplish this. Most AM work is for prototyping, which speeds up the design process and helps create the best possible product. Both OEMs and their contract manufacturers (CM) continue to develop a deeper understanding of what AM can do; their engineers are now submitting more purposeful designs that take advantage of the complexities and functionality that 3D printing enables. OEMs are creating partnerships with AM providers and CMs to gain a technology/capabilities/knowledge advantage that differentiates them from their competitors.
“We see many companies weighing the benefits of using 3D printing as part of their mainstream manufacturing process for standard and patient-specific devices,” said Bryan Crutchfield, vice president and general manager for Materialise North America, a Plymouth, Mich.-based provider of 3D printing software and services for the healthcare industry. “These companies are trying to understand the efficiencies that can be gained in areas such as cost and manufacturing time.”
Additive manufactured products that are fairly well established in the orthopedic marketplace include 3D-printed surgical guides for a variety of joint replacements. Metal additive manufacturing is increasingly used for both standard and custom implant applications, especially in the spine and hip markets. Other companies are exploring the future of 3D-bioprinted scaffolds to help regrow bony structures. “The market is finding that, for certain applications, there are benefits to additive manufacturing from a financial, design flexibility, and materials standpoint,” added Crutchfield.
“The most common 3D printing requests we receive are for custom surgical cutting blocks, typically built with selective laser sintering,” said Reeves. However, Vaupell still receives many requests for products made with traditional machining methods. “Machining and milling are still cost-effective options—it just depends on how many you are trying to make,” he continued. “When the volume is small, it all comes down to lead time and machining/milling can still provide quick turns.”
Medical device manufacturers (MDM) looking for custom implants to be made from stainless steel, titanium, or polyetheretherketone (PEEK) typically choose direct metal laser sintering. Many of these products require complex or porous structures, or a rougher surface that increases friction or stimulates bone growth. OEMs and their CMs continue to look for ways to design these complex products in a one-step “turnkey” AM solution that combines multiple manufacturing steps into one—and still complies with regulatory requirements for a speedy launch into the market.
AM Technology Advances
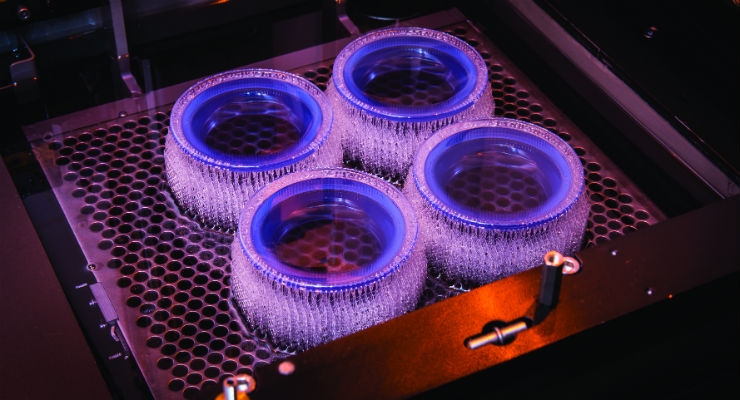
Powder bed fusion is a popular approach for metal implants. It can be accomplished using two types of energy sources: a laser or an electron beam. Which one is best for manufacturing a particular part depends largely on the process, the machine settings, and the raw materials. “The comparatively low energy lasers typically use a finer powder and thinner layers, which allows for a fine resolution and relatively smooth surfaces,” said Maria Pettersson, orthopedic industry specialist for Arcam AB, a Mölndal, Sweden-based provider (and GE Additive subsidiary) that provides additive manufacturing solutions for metal components using electron beam melting (EBM). “An electron beam uses a more powerful energy source, a vacuum environment, and a hot process, which can increase productivity and the material properties as-built.”

Spinal implants. Image courtesy of Arcam.
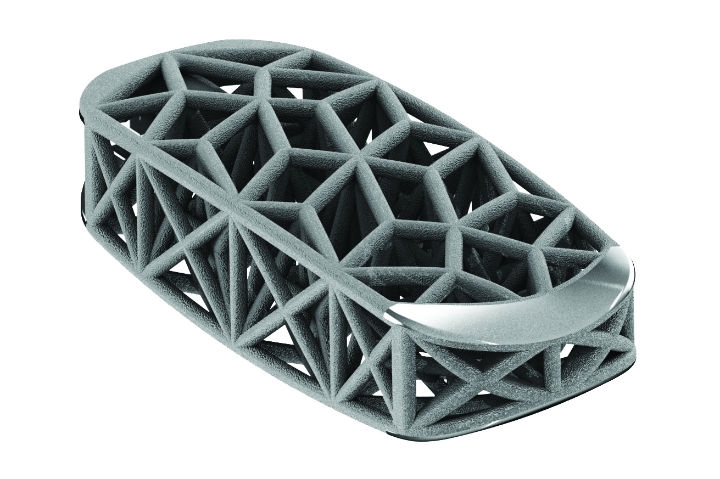
A Lateral Spine Truss System. Image courtesy of 4WEB Medical.
Sometimes, only one powder-bed technology can make a specific part. In applications where either process can work, volume or cost will determine which one is selected. In general, laser techniques are best for small to medium-sized implants and EBM is better for medium to larger implants.
“For example,” said Pettersson, “a tiny implant for a finger joint, requiring small features and made in relatively short series, is usually best made with a laser source. For a larger series of products, where a rougher surface is accepted or required, EBM is typically the best choice—for example, a tri-flange, high-volume production of hip cups, or some spinal parts.”
Two fairly new AM technologies on the market today are HP’s Multi-Jet Fusion and Desktop Metal’s binder jetting processes. Multi-Jet Fusion is capable of producing nylon parts at a lower piece part price compared to other competing 3D printing technologies, while Desktop Metal utilizes a new metal printing process using metal injection molding feedstock. “These technologies, while novel, hold strong potential for improving finer features, better mechanical properties, and lower cost to print than historical 3D printing processes, which are all things that have historically constrained the use of 3D printing outside of its traditional rapid prototyping space,” said Thompson.
It is not just equipment or materials that are driving the rapid advance of AM, but also the software that controls the technology and increases capability, efficiency, and speed. For example, Materialise manufactures AM software that targets design optimization, data preparation, machine control and steering, workflow automation, and process and quality control. Another Materialise product—Streamics—is a pre-configured AM-specific database system that organizes and streamlines the entire additive manufacturing process in highly regulated environments.
“The emergence of high-quality desktop vat polymerization and fusion powder allows for lower-cost alternatives for anatomical models and some surgical aides,” said Crutchfield. “Additionally, companies like Materialise are working to develop seamless workflows with partners to improve 3D printing efficiencies.”
Integrating 3D software and hardware is critical for improving manufacturing workflows and reducing cost for manufacturing implants and instruments. For example, 3D Systems recently introduced a new software product called 3DXpert. “This software interfaces with metal 3D printers seamlessly using CAD files, which eliminates the need for file conversion and leads to better print quality and reduced file size,” said Gautam Gupta, vice president of business development and global sales—healthcare for 3D Systems, a Denver, Colo.-based provider of comprehensive 3D products and services. “Another benefit of this software is the supporting strategies, which reduce print time and cost. Other features work to minimize downstream machining requirements, further reducing costs and time to market. Such software and hardware platform integration has the potential to revolutionize the economics of manufacturing devices using 3D printing technology.”
In addition to 3DXpert, another 3D Systems product—D2P software—was recently cleared by the U.S. Food and Drug Administration (FDA). True to its name—DICOM-to-PRINT—the software segments the patients’ digital imaging and communications in medicine (DICOM) data and delivers the output as an STL file that has been optimized for 3D printing. “The combination of the D2P software and our printing platforms enable the rapid printing of high-quality anatomical models in-house, which means complex surgeries can be planned with greater accuracy and efficiency,” added Gupta.
Material Advances Continue
Some of the most important advances in the world of AM are related to new materials. “The step change capability in machines continues to grow,” commented Reeves, “but material capabilities are expanding for all manner of machines.”
Leading materials companies such as BASF, Sabic, DSM Somos, and Hoeganaes continue to release advanced materials with new or enhanced properties for AM. Research into AM materials is also being conducted at top universities across the country. For example, researchers at Duke University in North Carolina have developed a cartilage-like material that can be 3D-printed into custom-shaped meniscus implants. The material consists of two hydrogels that are mixed together with a nanoparticle clay to create a substance that is comparable to human cartilage in strength and elasticity. One of the biggest challenges with finding a suitable material for this kind of replacement is that a meniscus is not a homogeneous material. Recreating the stiffer and softer portions of the meniscus can be achieved using multiple gels and multi-material 3D printers that can print the implant with varying physical characteristics.
Qualifying new materials for 3D printing technology in healthcare presents challenges at multiple levels. The material must be qualified for its biocompatibility and ability to meet mechanical requirements for multiple applications. The regulatory and financial burden for achieving this qualification, and the time it takes, can be substantial. “Although still a challenging task from a logistics and technology standpoint, it is faster, easier, and less expensive to qualify proven materials like 17-4 PH stainless steel and validate those for new printing applications,” said Gupta.
For machine hardware engineering, validating and optimizing parameters to run new materials can also be challenging and costly, unless there is a business case for a clinical application that requires large-scale manufacturing. “Securing a logistics ecosystem for reliable sourcing of such new materials, at the quality required for healthcare applications, can also be a challenging task,” added Gupta.
The parallel evolution of AM processes and materials expands design options for engineers, especially regarding device functionality and performance, as well as determining the best cost options. For example, EBM has the potential to manufacture almost any metal or metal alloy. “We have customers that have developed processes for materials ranging from copper to tungsten,” stated Pettersson. “If the material is conductive and can be processed under vacuum, almost any metal alloy can be manufactured with EBM. For medical applications, we have focused on specific materials such as titanium alloys and cobalt-chrome.”
A Challenging Learning Curve
There is often a learning curve for engineers when they design for additive manufacturing. Overall, MDM engineers are getting better at recognizing the advantages that AM can provide for their designs, especially material properties, surface finishes, and feature resolution. More CMs are reporting their customers are bringing in more sophisticated designs with complex geometries. OEMs are also starting to understand how AM can reduce the number of tools required and eliminate secondary steps, thereby saving money and delivering the final product to market faster.
“The AM technology ecosystem can now enable tremendous design freedom, which makes 3D printing a serious contender in the market,” said Gupta. “The surface finish/resolution on machine platforms like the ProX DMP 320 is such that implants and instruments are functional with minimal post processing. As the technology continues to develop, with less need for post processing, 3D printing will become very attractive from design flexibility and total cost of ownership points of view.”
“3D printing opens up a design freedom that is not possible with traditional manufacturing techniques such as milling,” agreed Crutchfield. “For example, devices can be designed with a porous coating included in the part file that will eliminate multiple manufacturing steps and improve efficiency. Additionally, with 3D printing, engineers can simulate how devices will function before they are manufactured. We have a program for our aMace hip implants, available in Europe, which creates a walking simulation to show how the patient will walk with the implant before implantation. These simulations help identify the best patient-specific solution prior to 3D printing of the implants.”
Pettersson noted that a good example of design freedom is 4WEB Medical’s proprietary spinal implant platform, which utilizes high-strength, lightweight web structures. The truss designs provide superior strength and promote bone growth.
“Not only is the truss structure designed for the mechanical requirement of the application,” she said, “it has an open structure that allows for alignment and loading of bone graft, it can be built with minimal material usage, and it utilizes the as-built surface finish for bone on-growth and in-growth. It is hard to imagine how this could possibly be manufactured with conventional subtractive manufacturing.”
Thompson pointed out that MDMs often make the mistake of considering 3D printing as a simple replacement of an existing manufacturing technology, a move that typically does not turn out well. “The real value comes from enabling unique designs previously unachievable via conventional methods,” he said. “If the business is not considering fundamentally different processes or part designs, it will miss out on much of the benefit and opportunities for overall cost reduction and value enhancement.”
Although orthopedic OEMs have become very knowledgeable in the area of 3D printing and the potential it provides, many don’t understand there is a vast array of workflows available from other industries, which could help them develop safe, end-to-end workflows. “There are very integrated workflows available from industries such as aerospace, which have similar certifications and regulatory requirements,” said Crutchfield. “Many companies have not yet capitalized on these workflows, which would help them more efficiently and reliably produce devices.”
On the Horizon
New 3D printing companies with faster machines and new materials continue to enter the market at a rapid pace. Even with all this positive activity (and the “disrupter” tag), additive manufacturing is still a relatively new technology and has a long way to go before it dominates medical device manufacturing.
“Although these technologies are novel, they hold strong potential and forward-thinking companies are exploring their applications today,” said Thompson.
“Since 3D printing technology has only recently been adopted by the industry, there is still a learning curve when it comes to using this technology,” added Gupta. “Most MDMs benefit from an experienced AM partner that can assist with introducing high-quality innovative products to the market in a rapid and reliable way, including a thorough understanding of the regulatory process to commercialization.”
AM equipment manufacturers (sometimes in partnership with OEMs) are working hard to improve overall build speed, costs, and processing efficiencies. As AM technologies advance, more engineers and designers will go beyond prototyping and use AM to print further into the development process. Designs will continue to be more innovative and functional with better utilization of the design freedom that AM provides—perhaps even resulting in AM-created, production/end-use parts.
“It is not uncommon to be asked if our technology can manufacture the exact same product that is being manufactured today with subtractive methods,” stated Pettersson. “Most of the time I answer, ‘Yes, but...’ To get the real value out of the additive technology, the designer needs to ask, ‘What is the application and what are the boundary conditions?’ Then the implant can be designed with the most added value. That value could be integrated structures for bone ingrowth, adapted mechanical properties in different sections, cost reduction, easier interpretation of medical scans, etc. To fully take advantage of the AM technologies, we need to start thinking AM in the design stage and train our designers in AM. This includes providing professional training in AM and teaching AM at the university level.”
In 2014, about 85 medical devices made with 3D-printing/AM methods were cleared by the FDA. Since then, many more have come on the market. A number of implant companies in other regions (Europe, Asia) have also launched AM-manufactured products in their markets. Despite these successes, some implant manufacturers struggle with the limitations of standards that are either not adopted for AM or their processes, or may not even exist at all for what they want to build.
“This is where the entire industry needs to continue to work together to release standards relevant for AM, the orthopedic industry, in a wide range of applications,” said Pettersson. “Although the FDA’s recent draft guidance document ‘Technical Considerations for Additive Manufactured Devices’ helps clarify the FDA’s view, internationally uniform requirements from the regulatory bodies would be beneficial for the industry.”
Mark Crawford is a full-time freelance business and marketing/communications writer based in Madison, Wis. His clients range from startups to global manufacturing leaders. He also writes a variety of feature articles for regional and national publications and is the author of five books. Contact him at mark.crawford@charter.net.
Some orthopedic markets are hotter than others for AM—for example, spine OEMs are rapidly adopting 3D printing technology to introduce innovative new products. 3D printing is used to manufacture surgical guides and implants for hip, shoulder, ankle, hand, and wrist repairs. 3D-printed metal hip cups from companies like Stryker Corp. are growing in popularity. AM is also used for making molded craniofacial implants.
Additive manufacturing technologies for implant production allow engineers to design more complex, increasingly functional features, which result in improved clinical outcomes for patients. 3D printing can create extremely accurate prototypes with challenging geometries and, in some cases, durable, end-use parts. Although AM is mostly used for prototyping, there is intense interest in leveraging the technology to make more production parts. In addition to producing higher quality, more functional parts, AM also saves time and reduces lifecycle costs—another big selling point to OEMs.
3D printing is an umbrella term for several different types of AM processes. The most popular are material jetting, vat photopolymerization (stereolithography), powder bed fusion (selective laser sintering and direct metal laser sintering), and material extrusion manufacturing (mostly for surgical aides and anatomical models). Binder jetting, sheet lamination, and directed energy deposition are processes that currently do not have an abundance of medical applications.
As equipment and material capabilities advance, AM/3D printing continues to march closer toward the day it will routinely be used to make end-use parts and products at high production rates—a “Holy Grail” of sorts for orthopedic OEMs.
“The biggest challenge for converting 3D printing into production is machine speed,” said Andrew Reeves, business development manager for Vaupell Rapid Solutions, a Hudson, N.H.-based provider of prototyping services for medical devices. “At this time, the machines are just not fast enough to bring the cost down to the point of being competitive with traditional manufacturing methods. 3D printing really fits best today for small volume runs and one-off design changes for production and prototyping.”
Other key factors that impact the overall economics of 3D printing (and therefore, commercial production of end-use parts) are part size, new materials, and software improvements, all of which are a keen R&D focus among AM equipment manufacturers.
“The industry is seeing an influx of innovation and investment by large organizations such as GE and HP, as well as numerous startups across machines, materials, and software,” said Greg Thompson, global product manager, 3D printing for Proto Labs, a Maple Plain, Minn.-based digital manufacturer of custom prototypes and low-volume production parts. “There is also considerable attention in the industry on reducing the labor required to support 3D printing, largely through software for setup and automation of the post-print processing required.”
What OEMs Want
OEMs are eager to introduce innovative new products to market as quickly as possible—and they see AM as an intriguing way to accomplish this. Most AM work is for prototyping, which speeds up the design process and helps create the best possible product. Both OEMs and their contract manufacturers (CM) continue to develop a deeper understanding of what AM can do; their engineers are now submitting more purposeful designs that take advantage of the complexities and functionality that 3D printing enables. OEMs are creating partnerships with AM providers and CMs to gain a technology/capabilities/knowledge advantage that differentiates them from their competitors.
“We see many companies weighing the benefits of using 3D printing as part of their mainstream manufacturing process for standard and patient-specific devices,” said Bryan Crutchfield, vice president and general manager for Materialise North America, a Plymouth, Mich.-based provider of 3D printing software and services for the healthcare industry. “These companies are trying to understand the efficiencies that can be gained in areas such as cost and manufacturing time.”
Additive manufactured products that are fairly well established in the orthopedic marketplace include 3D-printed surgical guides for a variety of joint replacements. Metal additive manufacturing is increasingly used for both standard and custom implant applications, especially in the spine and hip markets. Other companies are exploring the future of 3D-bioprinted scaffolds to help regrow bony structures. “The market is finding that, for certain applications, there are benefits to additive manufacturing from a financial, design flexibility, and materials standpoint,” added Crutchfield.
“The most common 3D printing requests we receive are for custom surgical cutting blocks, typically built with selective laser sintering,” said Reeves. However, Vaupell still receives many requests for products made with traditional machining methods. “Machining and milling are still cost-effective options—it just depends on how many you are trying to make,” he continued. “When the volume is small, it all comes down to lead time and machining/milling can still provide quick turns.”
Medical device manufacturers (MDM) looking for custom implants to be made from stainless steel, titanium, or polyetheretherketone (PEEK) typically choose direct metal laser sintering. Many of these products require complex or porous structures, or a rougher surface that increases friction or stimulates bone growth. OEMs and their CMs continue to look for ways to design these complex products in a one-step “turnkey” AM solution that combines multiple manufacturing steps into one—and still complies with regulatory requirements for a speedy launch into the market.
AM Technology Advances
Powder bed fusion is a popular approach for metal implants. It can be accomplished using two types of energy sources: a laser or an electron beam. Which one is best for manufacturing a particular part depends largely on the process, the machine settings, and the raw materials. “The comparatively low energy lasers typically use a finer powder and thinner layers, which allows for a fine resolution and relatively smooth surfaces,” said Maria Pettersson, orthopedic industry specialist for Arcam AB, a Mölndal, Sweden-based provider (and GE Additive subsidiary) that provides additive manufacturing solutions for metal components using electron beam melting (EBM). “An electron beam uses a more powerful energy source, a vacuum environment, and a hot process, which can increase productivity and the material properties as-built.”
Spinal implants. Image courtesy of Arcam.
A Lateral Spine Truss System. Image courtesy of 4WEB Medical.
Sometimes, only one powder-bed technology can make a specific part. In applications where either process can work, volume or cost will determine which one is selected. In general, laser techniques are best for small to medium-sized implants and EBM is better for medium to larger implants.
“For example,” said Pettersson, “a tiny implant for a finger joint, requiring small features and made in relatively short series, is usually best made with a laser source. For a larger series of products, where a rougher surface is accepted or required, EBM is typically the best choice—for example, a tri-flange, high-volume production of hip cups, or some spinal parts.”
Two fairly new AM technologies on the market today are HP’s Multi-Jet Fusion and Desktop Metal’s binder jetting processes. Multi-Jet Fusion is capable of producing nylon parts at a lower piece part price compared to other competing 3D printing technologies, while Desktop Metal utilizes a new metal printing process using metal injection molding feedstock. “These technologies, while novel, hold strong potential for improving finer features, better mechanical properties, and lower cost to print than historical 3D printing processes, which are all things that have historically constrained the use of 3D printing outside of its traditional rapid prototyping space,” said Thompson.
It is not just equipment or materials that are driving the rapid advance of AM, but also the software that controls the technology and increases capability, efficiency, and speed. For example, Materialise manufactures AM software that targets design optimization, data preparation, machine control and steering, workflow automation, and process and quality control. Another Materialise product—Streamics—is a pre-configured AM-specific database system that organizes and streamlines the entire additive manufacturing process in highly regulated environments.
“The emergence of high-quality desktop vat polymerization and fusion powder allows for lower-cost alternatives for anatomical models and some surgical aides,” said Crutchfield. “Additionally, companies like Materialise are working to develop seamless workflows with partners to improve 3D printing efficiencies.”
Integrating 3D software and hardware is critical for improving manufacturing workflows and reducing cost for manufacturing implants and instruments. For example, 3D Systems recently introduced a new software product called 3DXpert. “This software interfaces with metal 3D printers seamlessly using CAD files, which eliminates the need for file conversion and leads to better print quality and reduced file size,” said Gautam Gupta, vice president of business development and global sales—healthcare for 3D Systems, a Denver, Colo.-based provider of comprehensive 3D products and services. “Another benefit of this software is the supporting strategies, which reduce print time and cost. Other features work to minimize downstream machining requirements, further reducing costs and time to market. Such software and hardware platform integration has the potential to revolutionize the economics of manufacturing devices using 3D printing technology.”
In addition to 3DXpert, another 3D Systems product—D2P software—was recently cleared by the U.S. Food and Drug Administration (FDA). True to its name—DICOM-to-PRINT—the software segments the patients’ digital imaging and communications in medicine (DICOM) data and delivers the output as an STL file that has been optimized for 3D printing. “The combination of the D2P software and our printing platforms enable the rapid printing of high-quality anatomical models in-house, which means complex surgeries can be planned with greater accuracy and efficiency,” added Gupta.
Material Advances Continue
Some of the most important advances in the world of AM are related to new materials. “The step change capability in machines continues to grow,” commented Reeves, “but material capabilities are expanding for all manner of machines.”
Leading materials companies such as BASF, Sabic, DSM Somos, and Hoeganaes continue to release advanced materials with new or enhanced properties for AM. Research into AM materials is also being conducted at top universities across the country. For example, researchers at Duke University in North Carolina have developed a cartilage-like material that can be 3D-printed into custom-shaped meniscus implants. The material consists of two hydrogels that are mixed together with a nanoparticle clay to create a substance that is comparable to human cartilage in strength and elasticity. One of the biggest challenges with finding a suitable material for this kind of replacement is that a meniscus is not a homogeneous material. Recreating the stiffer and softer portions of the meniscus can be achieved using multiple gels and multi-material 3D printers that can print the implant with varying physical characteristics.
Qualifying new materials for 3D printing technology in healthcare presents challenges at multiple levels. The material must be qualified for its biocompatibility and ability to meet mechanical requirements for multiple applications. The regulatory and financial burden for achieving this qualification, and the time it takes, can be substantial. “Although still a challenging task from a logistics and technology standpoint, it is faster, easier, and less expensive to qualify proven materials like 17-4 PH stainless steel and validate those for new printing applications,” said Gupta.
For machine hardware engineering, validating and optimizing parameters to run new materials can also be challenging and costly, unless there is a business case for a clinical application that requires large-scale manufacturing. “Securing a logistics ecosystem for reliable sourcing of such new materials, at the quality required for healthcare applications, can also be a challenging task,” added Gupta.
The parallel evolution of AM processes and materials expands design options for engineers, especially regarding device functionality and performance, as well as determining the best cost options. For example, EBM has the potential to manufacture almost any metal or metal alloy. “We have customers that have developed processes for materials ranging from copper to tungsten,” stated Pettersson. “If the material is conductive and can be processed under vacuum, almost any metal alloy can be manufactured with EBM. For medical applications, we have focused on specific materials such as titanium alloys and cobalt-chrome.”
A Challenging Learning Curve
There is often a learning curve for engineers when they design for additive manufacturing. Overall, MDM engineers are getting better at recognizing the advantages that AM can provide for their designs, especially material properties, surface finishes, and feature resolution. More CMs are reporting their customers are bringing in more sophisticated designs with complex geometries. OEMs are also starting to understand how AM can reduce the number of tools required and eliminate secondary steps, thereby saving money and delivering the final product to market faster.
“The AM technology ecosystem can now enable tremendous design freedom, which makes 3D printing a serious contender in the market,” said Gupta. “The surface finish/resolution on machine platforms like the ProX DMP 320 is such that implants and instruments are functional with minimal post processing. As the technology continues to develop, with less need for post processing, 3D printing will become very attractive from design flexibility and total cost of ownership points of view.”
“3D printing opens up a design freedom that is not possible with traditional manufacturing techniques such as milling,” agreed Crutchfield. “For example, devices can be designed with a porous coating included in the part file that will eliminate multiple manufacturing steps and improve efficiency. Additionally, with 3D printing, engineers can simulate how devices will function before they are manufactured. We have a program for our aMace hip implants, available in Europe, which creates a walking simulation to show how the patient will walk with the implant before implantation. These simulations help identify the best patient-specific solution prior to 3D printing of the implants.”
Pettersson noted that a good example of design freedom is 4WEB Medical’s proprietary spinal implant platform, which utilizes high-strength, lightweight web structures. The truss designs provide superior strength and promote bone growth.
“Not only is the truss structure designed for the mechanical requirement of the application,” she said, “it has an open structure that allows for alignment and loading of bone graft, it can be built with minimal material usage, and it utilizes the as-built surface finish for bone on-growth and in-growth. It is hard to imagine how this could possibly be manufactured with conventional subtractive manufacturing.”
Thompson pointed out that MDMs often make the mistake of considering 3D printing as a simple replacement of an existing manufacturing technology, a move that typically does not turn out well. “The real value comes from enabling unique designs previously unachievable via conventional methods,” he said. “If the business is not considering fundamentally different processes or part designs, it will miss out on much of the benefit and opportunities for overall cost reduction and value enhancement.”
Although orthopedic OEMs have become very knowledgeable in the area of 3D printing and the potential it provides, many don’t understand there is a vast array of workflows available from other industries, which could help them develop safe, end-to-end workflows. “There are very integrated workflows available from industries such as aerospace, which have similar certifications and regulatory requirements,” said Crutchfield. “Many companies have not yet capitalized on these workflows, which would help them more efficiently and reliably produce devices.”
On the Horizon
New 3D printing companies with faster machines and new materials continue to enter the market at a rapid pace. Even with all this positive activity (and the “disrupter” tag), additive manufacturing is still a relatively new technology and has a long way to go before it dominates medical device manufacturing.
“Although these technologies are novel, they hold strong potential and forward-thinking companies are exploring their applications today,” said Thompson.
“Since 3D printing technology has only recently been adopted by the industry, there is still a learning curve when it comes to using this technology,” added Gupta. “Most MDMs benefit from an experienced AM partner that can assist with introducing high-quality innovative products to the market in a rapid and reliable way, including a thorough understanding of the regulatory process to commercialization.”
AM equipment manufacturers (sometimes in partnership with OEMs) are working hard to improve overall build speed, costs, and processing efficiencies. As AM technologies advance, more engineers and designers will go beyond prototyping and use AM to print further into the development process. Designs will continue to be more innovative and functional with better utilization of the design freedom that AM provides—perhaps even resulting in AM-created, production/end-use parts.
“It is not uncommon to be asked if our technology can manufacture the exact same product that is being manufactured today with subtractive methods,” stated Pettersson. “Most of the time I answer, ‘Yes, but...’ To get the real value out of the additive technology, the designer needs to ask, ‘What is the application and what are the boundary conditions?’ Then the implant can be designed with the most added value. That value could be integrated structures for bone ingrowth, adapted mechanical properties in different sections, cost reduction, easier interpretation of medical scans, etc. To fully take advantage of the AM technologies, we need to start thinking AM in the design stage and train our designers in AM. This includes providing professional training in AM and teaching AM at the university level.”
In 2014, about 85 medical devices made with 3D-printing/AM methods were cleared by the FDA. Since then, many more have come on the market. A number of implant companies in other regions (Europe, Asia) have also launched AM-manufactured products in their markets. Despite these successes, some implant manufacturers struggle with the limitations of standards that are either not adopted for AM or their processes, or may not even exist at all for what they want to build.
“This is where the entire industry needs to continue to work together to release standards relevant for AM, the orthopedic industry, in a wide range of applications,” said Pettersson. “Although the FDA’s recent draft guidance document ‘Technical Considerations for Additive Manufactured Devices’ helps clarify the FDA’s view, internationally uniform requirements from the regulatory bodies would be beneficial for the industry.”
Mark Crawford is a full-time freelance business and marketing/communications writer based in Madison, Wis. His clients range from startups to global manufacturing leaders. He also writes a variety of feature articles for regional and national publications and is the author of five books. Contact him at mark.crawford@charter.net.